刀片钝化及涂层前后处理喷砂清洗一体机主要由喷砂机主体、工件上下料机构、工件输送机构、喷枪移动及升降机构、喷砂及控制系统、磨液搅拌循环系统、磨液浓度监测及控制系统、污水处理系统、清洗系统、烘干系统、喷砂室排气装置及电气控制系统等组成。
产品上料区—料盘送入喷砂室—自动喷砂-一次清洗-二次清洗-超声波清洗—风吹-烘干—下料机构自动从输送机下料自动叠料。
工件输送机构:
- 采用整条齿形同步皮带输送,设计有皮带支撑装置,防止输送过程工件抖动;
- 采用精度高、可靠性高的伺服电机驱动,可通过加减速时间设置来降低瞬时启停的惯性冲击;
- 可实现连续或间歇输送,输送速度可设置,满足多种加工工艺需求;对于工艺测试时,能快速输送至指定位置,减少能耗的损失;
- 具有料盘移动监测功能,伺服电机行程算法,非接触式结构,防止卡盘;
- 具有料盘倾斜检测及报警功能;
- 喷砂舱内的输送部分采用耐磨聚胺脂板防护;
- 喷砂工位设计料盘支撑装置,能降低刀片的飞出,尤其对于变形的料盘,更为重要;
- 料盘支撑装置能保持喷砂过程中料盘的稳定,使作用在料盘上的喷砂流更稳定,保证喷砂质量。
磨液浓度控制系统:
砂水分离器:为得到理想的处理性能,需要保持磨料尺寸控制在一定范围内。砂水分离器采用旋流分离技术,分离效果稳定,能对磨液中尺寸过小的磨料进行分离,使设备使用一段时间后磨料尺寸在可控范围。分离效率≥95%。
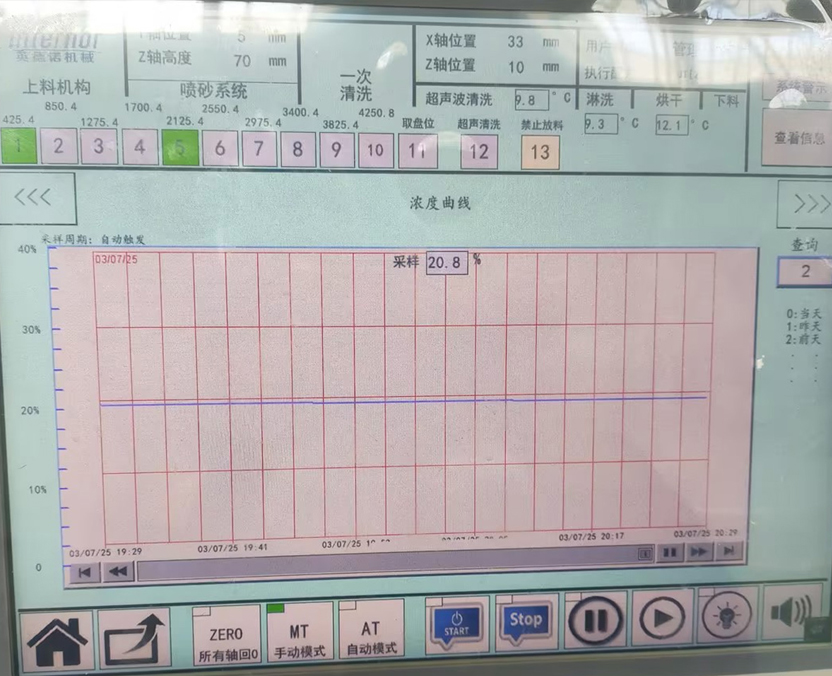
磨液浓度监控装置:
- 采用进口品牌浓度仪,检测精度高;
- 具有间隔或连续测量磨液浓度的功能,测量结果稳定可靠,并通过曲线图表显示并记录设备运行状态;
- 设计防磨损保护装置,能有效减缓浓度仪的磨损,使浓度仪长期保持稳定的运行状态。
自动加料装置:当不合格的磨料被分离,磨液的浓度降低时,能及时稳定地补充新的磨料很重要。
- 采用机械加料结构,加砂量精确可控,运行稳定,补砂顺畅;
- 具有间隔或连续测量磨液浓度的功能,测量结果稳定可靠,并通过曲线图表显示并记录设备运行状态;
- 加砂的间隔时间及加砂的时间可根据磨料特性及工件加工工艺需求设置,能长期保持稳定的磨液浓度。
污水处理及水循环系统
配置专门的水处理系统,将水砂分离器分离出来的污水过滤净化后用于工件清洗,悬浮固体集中排放回收。
- 污水处理系统处理效果好,能将废砂及悬浮物分离出来,降低悬浮物在工件表面的残留,提升后序清洗质量;
- 维护简单,只需人工定期打开阀门排出污泥即可;
- 净化后的水用于工件清洗,实现内部水循环,污水接近零排放。
超声波清洗料盘
- 利用低频声波在液体中产生空化效应,从而高效去除工件表面污染物;
- 设计加热装置及温度检测装置,在40-45℃时,清洗效果更好;
- 配置高效过滤器保持循环水的洁净度,同时安装PH值检测仪检测水的清洁度;
- 配置高效过滤器保持循环水的洁净度,同时安装PH值检测仪检测水的清洁度;
- 配置大流量循环泵,使循环水在清洗腔形成快速的层流状态。
烘干系统
- 烘干风机采用一级能耗大风量的鼓风机,可根据不同工艺设置风量大小及压力调节;
- 为保证烘干效果,配置独立加热装置,烘干温度30-70℃可设置;
- 烘干舱的洁净度极为重要,保持舱内处于微正压状态,及配置新鲜空气的过滤装置必不可少;
- 高温高湿的环境会加速工件的氧化,烘干前端的风吹装置能快速清除工件表面的水珠。
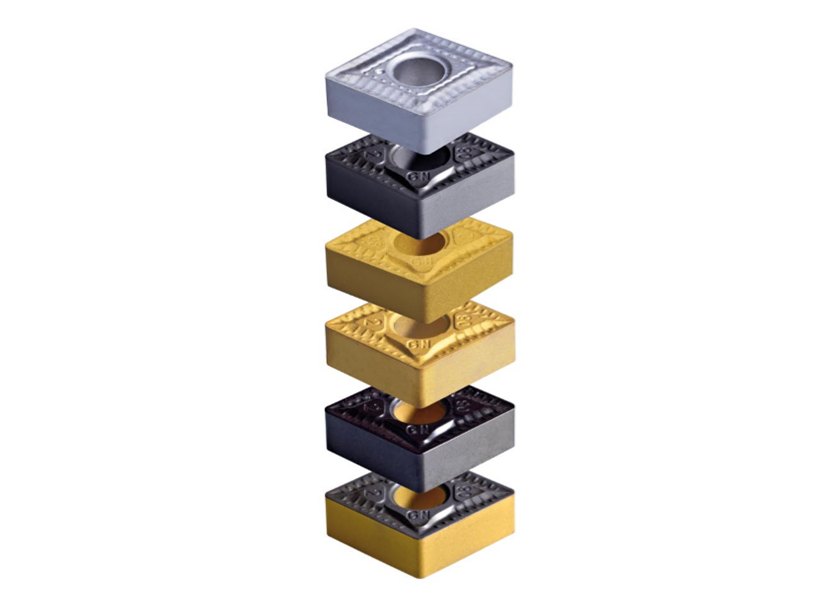
工艺应用
- 涂层前处理:能活化刀片表面,去除刀片表面氧化层。且无喷砂造成的缺口;
- 刃口钝化处理:加工可实现棱边钝化并能控制到±5微米以内,且具有可控K值公差的能力,且无喷砂造成的缺口;
- 涂层后处理:能选择性涂层去除,能达到可重复性工艺参数的精确一致的过程控制以实现涂层去除。